このブログを読むとわかること
- Bambu Studioの標準機能で分割接合を完結させるための結論
- プラグ・スナップを避け、ダウエル(ダボ継ぎ)を選ぶべきロジカルな理由
- 実機テストで分かった「スナップの爪が折れる」という忖度なしのリアル
- 失敗を防ぐための「ダボの印刷方向」と「壁の厚み」の鉄則
はじめに
この記事は、前回の記事
【3Dプリンター】180mmの限界をハックする。空間をミリ単位で最適化するロジック
を読んで「毎回モデリングするのはタイパが悪い」と感じた人に向けて、Bambu Studioの標準機能「コネクタ」を使った分割印刷の実機検証をもとに整理したものです。 表面的なメリットだけでなく、実際にテスト印刷して分かった無残な失敗や、隠れた手間も隠さず書いているので、「自分もスライサーの機能に頼るべきか、次に何をすべきか」が明確になるはずです。
目次
【結論】初めから「ダウエル(ダボ)」一択で進めるべき
結論:分割印刷のコネクタは、初めから「ダウエル(ダボ)」一択に絞るのが最適解です。
ダボを別で印刷する手間はかかりますが、プラグの手軽さやスナップの「接着剤不要」という誘惑を捨ててでも、失敗時のリスクヘッジを考慮するとダウエル以外は選べません。
【理由】なぜその結論に至ったのか
-1024x576.png)
各コネクタを実際にテストして分かった、メリットと致命的なデメリットの比較表がこちらです。
| コネクタ種類 | メリット(表面上の魅力) | デメリット(忖度なしのリアル) | 私の結論 |
|---|---|---|---|
| プラグ (Plug) |
追加パーツが不要で、設定の手間が最も少ない。 | 本体側の凸部が折れると修復不可能。数十時間の造形物が一瞬でゴミになるハイリスク仕様。 | 非推奨 (リスク大) |
| ダウエル (Dowel) |
ピンが折れても数分の再印刷でやり直せる。圧倒的なリスクヘッジが可能。 | ピンの別刷りが必要。また、大元のモデリング段階で「ダボ穴」用の壁の厚みを確保しておく必要がある。 | 最適解 (一択) |
| スナップ (Snap) |
理論上は接着剤不要でカチッとはまる。 | PLA等の硬い樹脂では、押し込む力に耐えきれず「返し(爪)」が高確率で折れ飛ぶ。設定がシビアすぎる。 | 見送り (物理的限界) |
私が上記の結論に至った理由は、以下の2つです。
- 理由1:圧倒的なリカバリー性の高さ
凸部を直接造形する「プラグ」は、万が一本体側の凸部が折れた場合、数十時間かけた巨大な造形物が丸ごとゴミになります。その点、ダウエルなら「別パーツのピンが折れても数分の再印刷でやり直せる」ため、長期的なタイパ・コスパに優れています。 - 理由2:スナップ機能の物理的な限界
実際にPLAフィラメントでテスト印刷した結果、はめ込む段階でスナップの爪(返し)が根元から見事に折れ飛びました。素材の弾性に依存する機能であり、硬い樹脂では実用レベルの強度を担保できません。
私の目的は「自分の生活を最適化するツールを作ること」であり、モデリング職人になることではありません。スライサーで楽をしようとして全パーツを再印刷するような非合理的な失敗は避けるため、この選択をしました。
【本音】実践して分かった忖度なしのリアルと注意点

世間では「クリックするだけで継ぎ手が作れる神機能」と言われていますが、実際にやってみた私の本音としては、以下の点には注意が必要だと感じました。
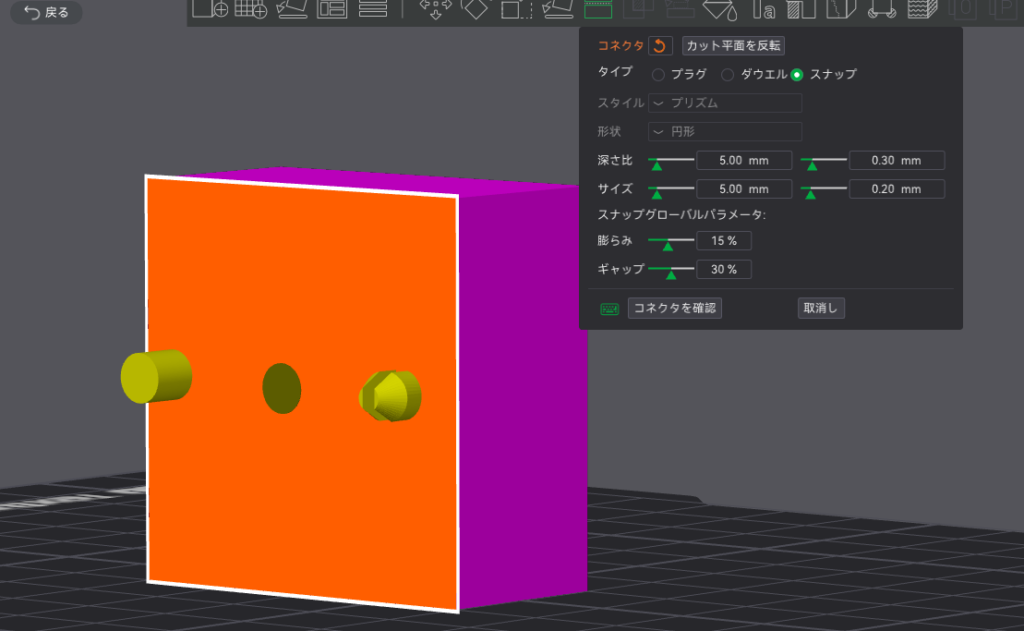
- 最大のネック・つまずいた点: ダウエルを使うためには、大元の設計段階で「ダボ穴を開けられるだけの壁の厚み」を確保しておく必要があります。また、スライサーが自動生成したピンをそのまま「垂直」に印刷すると、積層の境目で簡単にポキッと折れます。
→ 私の対処法:初期モデリング時に接合部の肉厚を想定しておくこと。そして、スライサー上では必ずダボピンを「水平に寝かせて」印刷し、積層方向の強度を確保することをマイルールにしました。 - こういう人にはおすすめしません: 「別パーツのピンを印刷する数分の手間」すら惜しむ人や、事前の公差テスト(私の環境では0.15mm〜0.20mmがジャストでした)を飛ばして、いきなり本番環境で出力しようとする人にはおすすめしません。
参考までに、私がA1 miniとPLAフィラメントの組み合わせで導き出した「ダウエル(ダボ)」の推奨設定値と、失敗した時の微調整ルールを公開しておきます。無駄なテスト印刷を減らすためのショートカットとして使ってください。
| 設定項目 | 私の推奨値 | 理由・トラブル時の微調整ルール |
|---|---|---|
| 横方向公差 (XY) ※サイズ横の数値 |
0.15 mm | 接合の要。0.15mmでカチッとはまります。 ・固くて入らない → 0.20mmへ広げる ・スカスカで抜ける → 0.10mmへ詰める |
| 深さ方向公差 (Z) ※深さ比横の数値 |
0.30 mm | ここが0に近いと、底付きしてパーツ同士に隙間ができます。少し余裕を持たせるのが鉄則です。 |
| ダボの印刷方向 | 必ず水平(寝かせる) | デフォルトの「垂直」のまま印刷すると積層割れで折れます。必ずプレートに寝かせて強度を出してください。 |
よくある質問
Q. 手軽さなら追加パーツ不要の「プラグ」の方が良いのでは?
 ハリキリBOY
ハリキリBOYA. 手間は減りますが、ハイリスクすぎます。
理由:前述の通り、本体の凸部が折れた瞬間に数十時間の造形物がパーになります。一発勝負のギャンブルをするより、別刷りの手間をかける方が圧倒的に合理的です。
Q. 前回の「自分でモデリングするジョイント」はもう使わないのですか?
 ハリキリBOY
ハリキリBOYA. 目的によって明確に使い分けます。
理由:単純な平面の分割なら今回のスライサー機能で十分です。しかし、特殊な角度での接合や、見た目のデザイン性を兼ねた複雑なジョイントが必要な箇所には、引き続きCADでの独自設計を用います。
最後にもう一度整理します
- コネクタはやり直しの利く「ダウエル」が最も合理的。スナップ機能は見送るのが無難。
- 別刷りのピン(ダボ)は、積層割れを防ぐために必ず「寝かせて印刷」すること。

▼ 今すぐできるアクションプラン
- 今日中に:現在構想しているモデルがある場合、分割面になりそうな箇所の「壁の厚み」がダボ穴に耐えられるか確認する。
- 今月中に:Bambu Studioでコネクタ部分だけを小さくカットしたテストピースを印刷し、自分の環境における「ジャストな公差の数値」を割り出してメモしておく。
※この記事は、私自身の経験と検証データをもとに書いています。プリンターの個体差やフィラメントの種類によって結果は変わるため、最終的な判断と数値調整はご自身で行ってください。
ここまで読んでいただきありがとうございます。 前回の記事
【3Dプリンター】180mmの限界をハックする。空間をミリ単位で最適化するロジック
もあわせて読むと、より全体の戦略(時間と手間の引き算)が見えてきます。